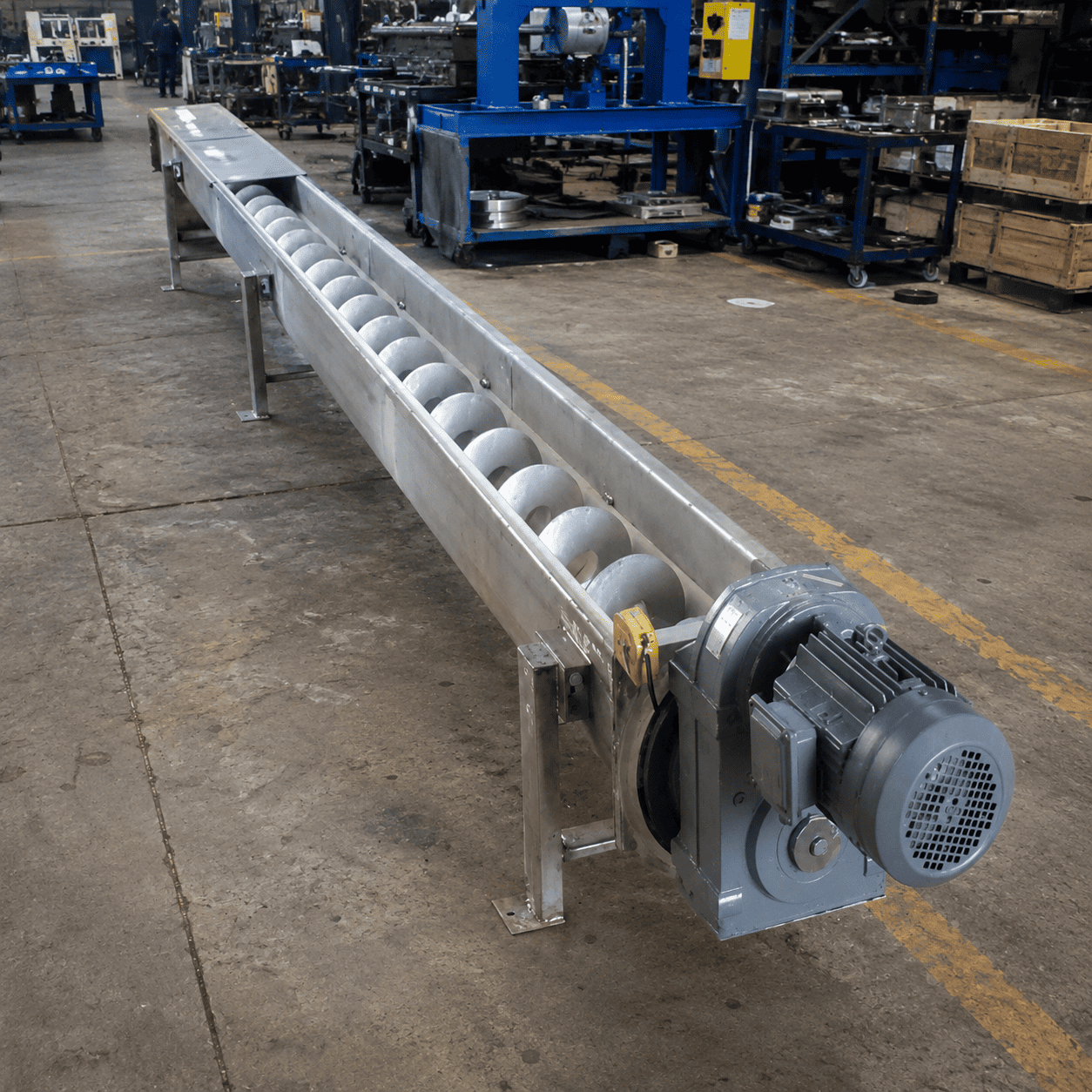
A Screw Conveyor is a mechanical conveying system used to transport bulk materials from one location to another through a rotating helical screw (auger) enclosed within a trough or tubular casing. It is widely used in industries for handling powders, granules, sludge, and semi-solid materials.
The screw conveyor operates by rotating a helical screw blade inside a tube or trough. As the screw rotates, the material moves along the length of the conveyor from the inlet to the discharge point, ensuring continuous and controlled material handling.
Features
- Continuous material handling
- Compact and space-saving design
- Low maintenance requirements
- Dust-free material transportation
- Customizable lengths and capacities
- Suitable for horizontal, inclined, and vertical conveying
Advantages
- Simple Design: It consists of a screw (helical blade or auger) that rotates within a tube or trough, making the design straightforward and easy to maintain. Compact and Space-Saving: Screw conveyors are compact and require less space compared to other types of conveyors, making them ideal for tight areas. Enclosed Structure: The materials are transported within a closed system, minimizing contamination, dust generation, or spillage, which is important in industries like food processing.
- Energy Efficient: Their mechanical simplicity means they use relatively low power, especially for horizontal conveying. Low Maintenance: With fewer moving parts compared to other conveyor systems, screw conveyors require less maintenance, resulting in lower operational costs. Variable Speed: The screw’s rotational speed can be adjusted to regulate the material flow rate, which adds to the system's flexibility.